 При необходимости соединения деталей неизменно вспоминают о резьбах. Этот способ известен издавна и с успехом применяется и сейчас во многих случаях дома и на производстве. Это прекрасно выполняется, когда все комплектующие готовы к применению. Нет ничего проще, чем навернуть гайку на болт. Но если требуется восстановить старую изношенную продукцию или, наоборот, только что изготовленную, зачастую приходится прибегать к нарезанию резьбы метчиком или плашкой.
При необходимости соединения деталей неизменно вспоминают о резьбах. Этот способ известен издавна и с успехом применяется и сейчас во многих случаях дома и на производстве. Это прекрасно выполняется, когда все комплектующие готовы к применению. Нет ничего проще, чем навернуть гайку на болт. Но если требуется восстановить старую изношенную продукцию или, наоборот, только что изготовленную, зачастую приходится прибегать к нарезанию резьбы метчиком или плашкой.

Классификация резьб
Винтообразную бороздку, прорезанную внутри или снаружи деталей в виде конуса или цилиндра, называют резьбой.
Она может нарезаться вручную или на токарных станках с помощью специальных инструментов: метчиков и плашек (лерок).
Способ нарезания по этим методикам различается: станочный вариант предполагает вращение заготовки, а в ручном она жёстко закреплена и крутится сам инструмент.
Все существующие виды резьбы разделяются на несколько групп:
 По направлению заворачивания они бывают правыми или левыми. Если смотреть по часовой стрелке, то у первых канавка идёт по её ходу, а у вторых — против.
По направлению заворачивания они бывают правыми или левыми. Если смотреть по часовой стрелке, то у первых канавка идёт по её ходу, а у вторых — против.- По местонахождению бывает внутренняя и наружная нарезка.
- По назначению есть трапециевидные и прямоугольные резьбы, служащие для перехода вращения в движение. Они называются ходовыми. Для обычного соединения деталей есть крепёжная резьба.
- По форме исполнения бывает цилиндрическая или коническая нарезка. Последние применяют для получения максимально герметичного соединения.
- В зависимости от профиля сечения резьбы бывают треугольные, прямоугольные, трапецеидальные, круглые.
- Имеются однозаходные инструменты с одной нарезной канавкой. У многозаходных их несколько. Количество проходов определяется числом начал на конце заготовки.
Внутренняя нарезка
При необходимости подобной процедуры нужен специальный инструмент. Таковым в этом случае становится метчик. Это одно из самых часто используемых слесарных приспособлений.

Конструкция метчика
Такое оборудование изготавливается из высококачественной инструментальной стали. Его основными компонентами являются:
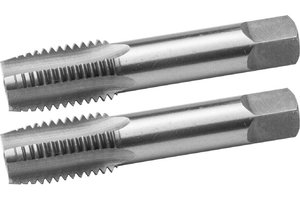 Хвостовик, с помощью которого осуществляется фиксация метчика в держателе.
Хвостовик, с помощью которого осуществляется фиксация метчика в держателе.- Рабочая часть с винтовыми канавками и продольными желобами. С её помощью делается нарезка резьбы.
- Заборная часть, которая первой входит в подготовленное отверстие.
- Калибровка, которая кроме обозначения размера, выполняет функцию зачистки канала.
- Зубцы, непосредственно режущие металл, называются режущими перьями. Заточка их производится по особым технологическим правилам.
- Между зубьями проходят специальные бороздки, отделяющие их друг от друга. Они называются канавками, формирующими отрезные края. По этим каналам выходит стружка, образующаяся в процессе работы.
Метрический инструмент
Эти метчики работают в метрической системе, где все размеры измеряются в миллиметрах и обозначаются буквой М. Маркировка М 6 говорит о том, что резьба, нарезанная этим устройством, соответствует 6 миллиметрам. Диапазон метчиков колеблется от 2 до 60 миллиметров.
Для слесарных работ применяются ручные метчики. Они бывают:
- Гаечными, со специальным приспособлением и удлинённым хвостовиком, удерживающим на себе гайку.
- Плашечными, с большим заборным конусом для однопроходной нарезки.
- Маточными, для очистки резьбового канала.
- Специальными.

В рабочий набор ручного инструмента, которым производится нарезание внутренней резьбы, входят три метчика:
- Черновой, для первоначальной проходки отверстия, который имеет своё обозначение на хвостовике или одно кольцо.
- Средний, определяющий размер резьбы, маркируется двумя кольцами.
- Чистовой, для окончательной калибровки, имеет три кольца.
Специальная оснастка
 К такому типу относятся бесканавочные метчики. Они не имеют продольного желоба и изготовлены с укорочённой заборной областью. Из-за повышенной прочности такой инструмент редко ломается и выдаёт меньше брака. Рабочая часть большей длины позволяет производить его многократную заточку. Такими приспособлениями прорезаются как сквозные, так и глухие отверстия.
К такому типу относятся бесканавочные метчики. Они не имеют продольного желоба и изготовлены с укорочённой заборной областью. Из-за повышенной прочности такой инструмент редко ломается и выдаёт меньше брака. Рабочая часть большей длины позволяет производить его многократную заточку. Такими приспособлениями прорезаются как сквозные, так и глухие отверстия.
Существуют также универсальные метчики, в которых каждая часть отделена специальной канавкой. После прохождения черновой проточки головка снимается и на её место сажается следующая. Применение такого инструмента снижает время на операцию нарезки и не требует покупки целого комплекта метчиков.
Трубные приспособления
 Диаметр подобных метчиков, как и труб, измеряется в дюймах. О принадлежности к такому виду инструмента говорит маркировка G и размер, проставленный рядом. Самая ходовая величина метчика — G 1 / 2, полудюймовая, которая используется в водопроводной системе большинства многоквартирных домов.
Диаметр подобных метчиков, как и труб, измеряется в дюймах. О принадлежности к такому виду инструмента говорит маркировка G и размер, проставленный рядом. Самая ходовая величина метчика — G 1 / 2, полудюймовая, которая используется в водопроводной системе большинства многоквартирных домов.
Нарезается такая резьба в два прохода. Первый производится черновым метчиком с острой заходной частью. Затем совершается проход чистовым инструментом, у которого эта часть тупая. Так же, как и метрическое оборудование, такие метчики выпускаются с левым и правым направлением резьбы.
Проходочный процесс
 Сначала необходимо подобрать режущий инструмент. Для стали угол заточки метчика должен составлять 5—10 градусов, меди и её сплавов 0—5 градусов, алюминия — 25—30 градусов.
Сначала необходимо подобрать режущий инструмент. Для стали угол заточки метчика должен составлять 5—10 градусов, меди и её сплавов 0—5 градусов, алюминия — 25—30 градусов.
Для качественного выполнения работы деталь необходимо крепко зафиксировать в тисках. Сначала производится сверление отверстия, которое должно быть чуть большего диаметра, чем метчик (подбирается по справочнику). Заход обрабатывается зенковщиком для снятия фаски, что облегчит вхождение метчика внутрь. Вращение производится специальным воротком, плавными движениями. Сначала делается 2—3 оборота, после чего инструмент возвращается на пол-оборота назад. Этим достигается полное прорезание в размер. Такая схема работы используется во время всей проходки.
Операция производится полным набором метчиков с применением охлаждающей жидкости. Пропуск одного из этапов ускорит работу, но ухудшит качество результата. Во время нарезания необходимо постоянный контроль вертикального положения метчика.
Использование плашек для наружной работы
Как правило, эта нарезная оснастка производится из легированной инструментальной стали марки 9ХС. На одной из сторон нанесена маркировка, содержащая название материала, из которого произведена лерка, класс точности нарезаемой ей резьбы и размер в дюймах или миллиметрах.
Виды лерок
Разновидностей плашек для нарезания внешней резьбы много. Использование каждого из них преследует определённую цель. Для подбора оснащения необходимо разобраться в его видах:
- Для высококачественной нарезки применяются цельные лерки повышенной жёсткости.
- В специальных приспособлениях — клуппах — используют инструмент раздвижного типа. За счёт регулировочного винта возможна корректировка диаметра резьбы.
- Наименьшая жёсткость характерна разрезным метчикам, применение которого позволяет изменять диаметр нарезаемой резьбы на 0, 1 — 0, 3 миллиметра.
- Для работы на станках имеются круглые лерки с коническими углублениями для фиксации в патронах. В ручных воротках они крепятся пятью винтами.

Выбор определённой оснастки зависит от её предполагаемого использования. Для различных видов работ существуют такие типы плашек:
- Самая распространённая наружная резьба — метрическая. У неё есть несколько размеров шагов: мелкий и крупный, подходящий для соединений под ударной нагрузкой.
- Для нарезания резьбы на трубах используется инструмент с мелким шагом и углом заточки 55 градусов.
- Для работ с импортным крепежом имеется плашка с дюймовой резьбой.
Технология работы с плашкой
Для нарезки наружной резьбы существует несколько правил. Несоблюдение их приводит к ухудшению качества работы и поломке инструмента. Вот эти рекомендации:
 Инструмент должен быть исправным, острым и чистым.
Инструмент должен быть исправным, острым и чистым.- Движения свершаются плавно и равномерно.
- Плашка по размерам должна соответствовать заготовке.
- Поверхность детали нужно очистить от грязи.
- По краю с помощью болгарки или напильника снимается фаска для облегчения захода инструмента.
- Применение охлаждающей смазки.
- Каждые 2—3 оборота плашка выворачивается обратно для удаления стружки.
- Для повышения качества требуется повторное прохождение резьбы на всю длину.
- Необходимо избегать перекосов, приводящих к срыву резьбы.
Для качественного выполнения работы по нарезанию любой резьбы, наружной или внешней, важна исправность и верный подбор инструмента. В этом случае качество произведённых деталей будет на высоте.



