 Очень часто при изготовлении деревянных деталей мастера должны обработать большое количество различных заготовок. Чтобы придать привлекательный внешний вид изделию, необходимо строгать доски, выровнять их толщину и сделать поверхность максимально гладкой. Затем эти детали можно использовать для конструирования мебели или отделки помещений. При выполнении подобных работ используют рейсмусовый станок. Если объем работ небольшой, то можно собрать рейсмус своими руками.
Очень часто при изготовлении деревянных деталей мастера должны обработать большое количество различных заготовок. Чтобы придать привлекательный внешний вид изделию, необходимо строгать доски, выровнять их толщину и сделать поверхность максимально гладкой. Затем эти детали можно использовать для конструирования мебели или отделки помещений. При выполнении подобных работ используют рейсмусовый станок. Если объем работ небольшой, то можно собрать рейсмус своими руками.

Предназначение рейсмуса
Самодельные рейсмусы могут быть разными по конструкции, но все они созданы для получения ровных по толщине деревянных деталей. Если набор досок имеет разную толщину, то с помощью этого станка можно привести заготовки к нужной. А также можно исправить всевозможные дефекты поверхности древесины.
Рейсмусовые станки разделяются на два основных типа:
- Шлифовальные.
- Режущие.
Основа станка — это П-образная станина. Обязательным элементом является вал, который крепится к чаше и фиксируется на специальной балке. Если станок режущий, то на валу закрепляется несколько ножей для срезания слоев древесины при вращении вала. В шлифовальных агрегатах используют абразивные валы, которые шлифуют деталь до нужного размера.
Классификация и возможности
Рейсмусовые аппараты разделяются по разным критериям. Несмотря на то что рейсмусы имеют одинаковое предназначение, они могут быть различны по исполнению.
Станки отличаются по следующим критериям:
- По приводу. Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт.
- По типу подающих роликов. В станке может устанавливаться одна или две пары приводных роликов. Если установлена одна пара, то требуется очень сильный прижим заготовки к валу. Недостатком этой схемы является возможность вибрации при обработке. Более практичны и удобны системы с двумя парами подающих роликов. Их применяют в случаях, когда требуется обработать большой объем заготовок.
- По числу валов с ножами. Их количество влияет на разнообразие профилей, которые могут быть одновременно обработаны.
- По функционалу. Некоторые станки могут сделать не только черновую обработку изделия, но и последующую тонкую шлифовку. Таким образом, убираются различные сколы, вмятины и другие дефекты, которые неизбежно получаются при нарушении технологий фугования или ошибках мастера.
- По техническим характеристикам. Обычно эти устройства рассчитаны на мощность от одного до сорока киловатт с частотой вращения патрона до 12 тысяч оборотов в минуту. Рейсмусы могут обрабатывать заготовку от пяти до ста шестидесяти миллиметров при ширине строгания до 1350 миллиметров.
А также рейсмусы могут отличаться способами регулирования зазоров и устройством подшипникового узла на главном приводе.
Устройство и принцип действия
 Стандартный станок может выполнять задачи приводного фуганка и строгального станка. Поперечный станок может применяться для коротких заготовок, а продольный подходит для длинных.
Стандартный станок может выполнять задачи приводного фуганка и строгального станка. Поперечный станок может применяться для коротких заготовок, а продольный подходит для длинных.
Самый простой станок имеет обязательный минимальный набор узлов:
- Электродвигатель, который обеспечивает вращение валов.
- Приводную передачу, которая может быть ременной, зубчатой или, если оборудование маломощное, со сменными шкивами.
- Вал с ножами. Ножи могут быть различной формы. На сегодняшний день лучшими считаются ножи спиральной формы. При работе они создают минимальный шум.
- Верхний узел, состоящий из переднего и заднего вальцов. Первый валец, который встречает заготовку, обладает рифленой поверхностью. Таким образом, он улучшает сцепление с доской и поддерживает правильное направление движения заготовки. Второй валец имеет гладкую поверхность, чтобы не испортить обработанную деталь.
- Прижимной узел. Он убирает стружку и предотвращает раскалывание детали. Изготавливается в виде массивного элемента из металла с подпружиненными зубьями или когтевых захватов.
- Нижний узел. Он отвечает за подачу бруска в рабочую область.
- Стол с узлом регулировки зазоров между вальцами верхнего и нижнего уровня.
- Станина. На ней размещаются все оставшиеся элементы рейсмуса.
Вращение от электродвигателя станка передается рабочему валу при помощи приводной передачи.
Заготовочная доска помещается в рабочий зазор и плотно прижимается к нижнему узлу. Затем деталь заводится под верхние прижимные вальцы. Рифлёный валик захватывает переднюю часть доски и подает её к рабочему валу. Верхние и нижние направляющие зажимают полуфабрикат и фиксируют изделие при обработке. Прижимное устройство препятствует сбору стружки.
Когда деталь выходит с заднего гладкого вальца, в передний подается следующая деталь и таким образом, обеспечивается непрерывный рабочий процесс.
Сборка из электрорубанка
Ручным прибором тяжело долго и продуктивно работать, поэтому многие умельцы собирают рейсмус из электрорубанка своими руками. Конструкция несложная, много материалов не требуется, и любой мастер может её повторить в домашних условиях или в небольшой мастерской.
Для изготовления самодельного рейсмуса нужны следующие инструменты:
- Токарный станок для вытачивания валиков.
- Сверлильный станок для сверления отверстий под различные крепёжные элементы.
- Сварочный аппарат, чтобы собрать тяжелую станину и подающий стол.
- Дрель. С её помощью можно быстро просверливать мелкие отверстия и закручивать болты.
- Болгарка потребуется для вырезания деталей будущего станка по чертежам. При работе надо не забывать делать припуски на толщину режущего полотна болгарки, чтобы конструкция получилась правильной и ровной.
Обычно общие размеры самодельных станков не превышают 1х1 метра. Поэтому рейсмусы легко переносить и размещать в любых удобных и доступных местах. Главное, чтобы подход к ним был всегда свободным.
Схема расположения основных элементов, следующая:
- Стол основной для подачи и выдачи изделия (1)
- Собственно, само деревянное изделие (2)
- Предохранитель (3)
- Верхний рифлёный валик, который подает заготовку (4)
- Прижимная колодка, следящая, чтобы стружка не забивалась (5)
- Главный ножевой вал (6)
- Вторая прижимная колодка (7)
- Верхний гладкий валик (8)
- Нижний валик с гладкой поверхностью (9).
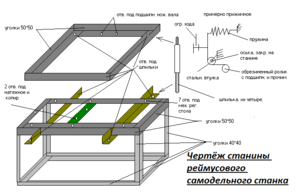
Сначала надо собрать станину. Отлично подойдет железный угол или профильная квадратная труба с размерами пятьдесят на пятьдесят миллиметров. Чем больше размер этих элементов, тем больше возможна вибрация запущенного станка.
После подготовки деталей для станины при помощи сварочного аппарата собирается каркас. Перед этим надо просверлить сверлильным станком отверстия. Для погашения вибрации каркас лучше всего забетонировать.
На токарном станке изготавливаются валы: ножевой и вспомогательный. Если есть возможность, то лучше приобрести готовые. От качества этих элементов больше всего зависит внешний вид будущих изделий.
Электромотор может иметь мощность четыре — пять киловатт. Для шкивов мотора и валов подойдут шестерёнчатые варианты. В этом случае можно использовать в качестве передачи вращения цепи.
Прижимные валы лучше всего получаются из выжимающего узла от старых стиральных машин. Резиновое покрытие этих валиков очень нежно обращается с поверхностью древесины и не деформирует её.
С помощью сварочного аппарата создается обрамление для валиков. Сами валики крепятся на болты. Если с одной стороны вала использовать пружины, то появится возможность перемещать валы по вертикали.
Сварочный аппарат поможет сделать часть рулевой тяги — это будет ограничителем. На регулировочные крепления крепится столешница. Она состоит из передней и задней части.
Перед началом пусковых работ проверяют правильность расположения и заточки ножей.
После окончания сборки станка можно приступать к наладке и проверке его работоспособности.
Наладка оборудования
Перед началом работ необходимо убедиться в надежности всех креплений и достаточной затянутости болтов.
Регулируют станок, проверяя степень натяжения подающих валов. В случае полного заполнения рабочего стола увеличивают давление передних валиков.
При обработке небольших элементов давление уменьшают, чтобы не повредить деревянную поверхность.
При правильном понимании принципов работы рейсмуса его настройка проходит быстро и результативно.
Необходимо помнить, что для качественной работы не надо устанавливать максимальную глубину строгания. Лучше произвести несколько операций подряд и тогда хороший результат не заставит себя ждать.
Изготовление шлифовально-рейсмусового станка
Несложный шлифовальный рейсмус можно самостоятельно изготовить из обычной электродрели.
Требуется лишь немного терпения и времени.
Понадобятся следующие детали:
- Дрель электрическая или шуруповерт.
- Лист фанеры толщиной около пятнадцати миллиметров.
- Гайка с «ушками».
- Болт М16 и несколько саморезов.
Из фанеры собирается небольшая станина удлиненной формы, на которую с одного края устанавливают изготовленную угловую конструкцию с отверстием. Собранный узел представляет собой раму, к которой прикрепляется электродрель, а её патрон вставляется в подготовленное отверстие.
После чего вырезаются две боковые в форме равносторонней трапеции, в которых просверливают сквозные отверстия под ось будущего вала. В эти отверстия вставляются посадочные подшипники. Боковые станины закрепляются на фанерном основании на противоположных сторонах. Крепление элементов происходит за счет столярного клея и саморезов.
Затем собирается подъемный стол, по которому будет скользить обрабатываемая деталь. Регулируемый подъем нужен для того, чтобы менять расстояние между столом и валом. Это расстояние и определяет толщину детали, которая обрабатывается.
Подвижная станина крепится к основной раме специальной направляющей.
Основной вал собирается из нескольких кусков фанеры круглой формы. Заготовки склеиваются между собой и в результате получается шлифовальный барабан. Полученный вал аккуратно протачивается насквозь дрелью. Потом с помощью циркулярной пилы делается продольный паз для закрепления наждачной бумаги.
Из листа наждачной бумаги вырезается полотно нужного размера и наматывается на вал. Края полотна заправляются в паз вала и закрепляется на нём шурупами или саморезами.
Готовый наждачный вал насаживается в опорные подшипники и рейсмусовый станок своими руками готов.
Техника безопасности при работе
Перед включением станка необходимо проверить состояние заточки ножей и правильность их положения. Надо убедиться, что ножевой вал надежно огражден. Запрещается обрабатывать заготовки если они короче, чем расстояние между валами.
Основные требования техники безопасности очень требовательны и включают в себя:
- Обязательное заземление, для предотвращения ударов тока или пожара.
- Ни в коем случае нельзя приближать руки к крутящимся валам.
- Длинные волосы должны быть убраны под головной убор.
- Рукава одежды должны быть или закатаны, или плотно застегнуты на запястьях.
- Под рабочим столом должен находиться резиновый коврик.
- При включенном станке запрещено проводить любые ремонтные работы.
- Перед включением устройства проверяют исправность всех узлов и электрического провода.
Деревянные бруски подаются на рабочую поверхность и в станок торцом к торцу. При этом должна использоваться вся доступная ширина рабочего стола.
Соблюдение несложных правил предотвращает травмы и порезы.



